简体中文
简体中文
PPR-Kupplungen und ihre wesentliche Rolle verstehen
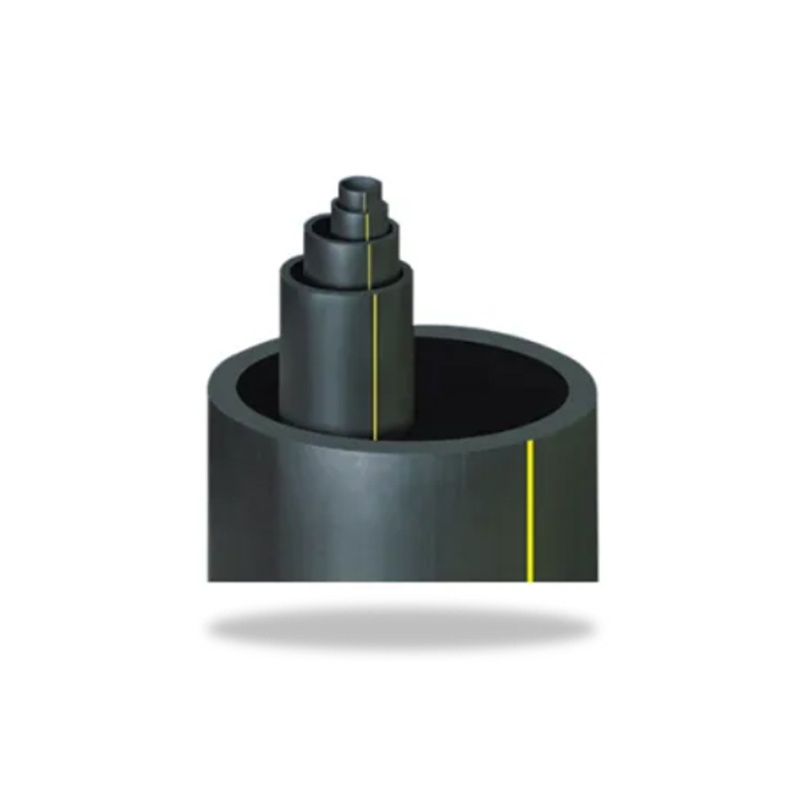
A PPR-Kupplung ist ein spezielles Fitting, mit dem zwei Abschnitte eines Rohrs aus Polypropylen-Random-Copolymer (PPR) durch Wärmeschmelzschweißen in einer geraden Linie verbunden werden. Diese grundlegende Komponente dient als Die primäre Verbindungsmethode zur Verlängerung von Rohrstrecken und zur Herstellung leckagesicherer Verbindungen sowohl in Warm- als auch Kaltwasserverteilungssystemen. PPR-Kupplungen werden aus demselben statistischen Copolymermaterial wie die Rohre selbst hergestellt und gewährleisten so thermische Kompatibilität und gleichmäßige Ausdehnungseigenschaften im gesamten System.
Das Kupplungsdesign verfügt an jedem Ende über eine Muffe mit präzise bearbeiteten Innenabmessungen, die dem Außendurchmesser des Rohrs entsprechen. Bei der Montage werden beide Rohrenden und die Kupplungsmuffen gleichzeitig erwärmt 260 ± 10 °C erhitzt und dann unter Druck zusammengefügt, um eine molekulare Verbindung herzustellen stärker als das Rohrmaterial selbst. Dieses Schmelzschweißverfahren macht Klebstoffe, Dichtstoffe oder mechanische Befestigungselemente überflüssig und führt zu einer dauerhaft dichten Verbindung, die den vollen Systemdruckwert beibehält.
PPR-Kupplungen sind in Größen von 20 mm bis 110 mm Durchmesser erhältlich, entsprechend den Standardrohrabmessungen. Sie behalten die gleiche Druckklassifizierung (PN10, PN16, PN20 oder PN25) bei wie die Rohre, die sie verbinden, und gewährleisten so eine gleichbleibende Leistung im gesamten System. Die Komponente macht ca. aus 15–25 % des gesamten Anpassungsbedarfs in typischen Sanitärinstallationen und ist damit der am häufigsten verwendete PPR-Armaturentyp.
Arten und Variationen von PPR-Kupplungen
Unterschiedliche Kupplungskonfigurationen dienen spezifischen Installationsanforderungen und Systemdesigns:
Standard-Steckkupplungen
Der gebräuchlichste Typ verfügt über zwei identische Muffen zum Verbinden von Rohren gleichen Durchmessers. Diese Kupplungen haben eine kompakte Länge von ca 1,5-2-facher Rohrdurchmesser , wodurch der Platzbedarf für Anschlüsse minimiert wird. Standardkupplungen eignen sich sowohl für freiliegende als auch verdeckte Installationen, bei denen geradlinige Rohrverlängerungen ohne Richtungsänderungen erforderlich sind.
Reduzierkupplungen
Diese speziellen Fittings verbinden Rohre mit unterschiedlichen Durchmessern und verfügen über Muffen in zwei verschiedenen Größen. Reduzierkupplungen machen separate Reduzierarmaturen und zusätzliche Verbindungen überflüssig und rationalisieren Installationen, bei denen Rohrgrößenübergänge auftreten. Zu den gängigen Größenkombinationen gehören 32 mm bis 25 mm, 25 mm bis 20 mm und 40 mm bis 32 mm. Verwendung von Reduzierkupplungen anstelle von Mehrfachanschlüssen reduziert die Installationszeit um ca. 30 % und verringert potenzielle Leckstellen.
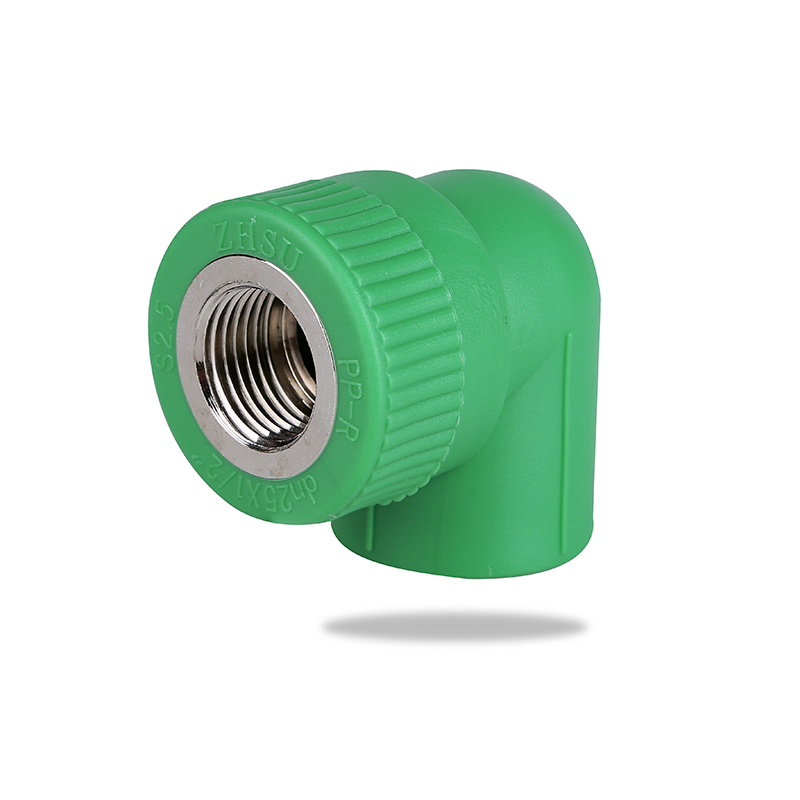
Gewindekupplungen
PPR-Kupplungen mit integrierten Metallgewinden ermöglichen Übergangsverbindungen zu Geräten, Ventilen oder Vorrichtungen mit Gewindeanschlüssen. Ein Ende verfügt über eine Standard-PPR-Buchse zum Heißschmelzen, während das andere über ein Gewinde aus Messing oder Edelstahl verfügt (normalerweise 1/2", 3/4" oder 1" NPT oder BSP). Der Metalleinsatz wird während der Herstellung in den PPR-Körper eingegossen und sorgt so für eine dauerhafte mechanische Verbindung. Diese Übergangsanschlüsse sind unerlässlich, wenn PPR-Systeme mit herkömmlichen Sanitärkomponenten verbunden werden Messingeinsätze sind für Drücke bis zu 2,5 MPa bei 20 °C ausgelegt .
Reparaturkupplungen
Für Reparaturarbeiten konzipierte Kupplungen mit verlängerter Länge verfügen über tiefere Muffen oder Schiebemechanismen, die den Anschluss an vorhandene Rohre ermöglichen, ohne dass eine Rohrdrehung erforderlich ist. Diese speziellen Fittings sind von unschätzbarem Wert, wenn beschädigte Abschnitte in engen Räumen ausgetauscht werden oder wenn Rohre aus Platzgründen nicht gedreht werden können. Normalerweise messen Reparaturkupplungen 2,5- bis 3-fache Standard-Kupplungslänge um die für diese Anwendung erforderliche zusätzliche Sockeltiefe aufzunehmen.
| Kupplungstyp | Primäre Anwendung | Hauptmerkmal | Installationskontext |
|---|---|---|---|
| Standard-Steckdose | Anschlüsse mit gleichem Durchmesser | Kompaktes Design | Allgemeine Rohrverlängerungen |
| Reduzieren | Durchmesserübergänge | Zwei verschiedene Steckdosengrößen | Reduzierung der Nebenstrecken |
| Mit Gewinde | Geräteanschlüsse | Gewindeeinsatz aus Metall | Ventil- und Vorrichtungsschnittstellen |
| Reparieren | Austausch beschädigter Abschnitte | Erweiterte Sockeltiefe | Reparaturen auf engstem Raum |
Richtige Installationstechniken für PPR-Kupplungen
Korrekte Installationsverfahren sind entscheidend für zuverlässige, leckagefreie Verbindungen, die die volle Systemleistung aufrechterhalten:
Vorbereitung vor der Installation
Bevor Sie mit dem Schmelzschweißen beginnen, stellen Sie sicher, dass Rohre und Kupplungen hinsichtlich Durchmesser und Druckstufe übereinstimmen. Schneiden Sie Rohre mit speziellen PPR-Rohrschneidern rechtwinklig ab, um senkrechte Enden ohne Verformung zu gewährleisten. Markieren Sie die Einstecktiefe an den Rohrenden, indem Sie die Kupplung als Orientierungshilfe verwenden – typische Einstecktiefen reichen von 14 mm für 20 mm-Rohre bis 40 mm für 110 mm-Rohre . Reinigen und trocknen Sie beide Rohrenden und Kupplungsmuffen gründlich und entfernen Sie dabei jeglichen Schmutz, Feuchtigkeit oder Öl, die die Schweißqualität beeinträchtigen könnten.

Schmelzschweißverfahren
Erhitzen Sie das Schmelzschweißwerkzeug auf die angegebene Temperatur von 260 °C und lassen Sie in der Regel eine ausreichende Aufwärmzeit zu 10-15 Minuten für zuverlässige Temperaturstabilität . Rohrende gleichzeitig in den Heizdorn und Kupplungsmuffe auf den Heizstempel stecken. Üben Sie beim Erhitzen mäßigen Druck aus, ohne Gewalt anzuwenden – übermäßiger Druck kann die Rohrwand verformen. Die Heizdauer muss genau den Angaben zum Rohrdurchmesser entsprechen:
- 20 mm Durchmesser: 5 Sekunden Erhitzen, 4 Sekunden Fügen, 2 Minuten Abkühlen
- 25 mm Durchmesser: 7 Sekunden Erhitzen, 4 Sekunden Fügen, 2 Minuten Abkühlen
- 32 mm Durchmesser: 8 Sekunden Erhitzen, 6 Sekunden Fügen, 4 Minuten Abkühlen
- 40 mm Durchmesser: 12 Sekunden Erhitzen, 6 Sekunden Fügen, 4 Minuten Abkühlen
- 50 mm Durchmesser: 18 Sekunden Erhitzen, 6 Sekunden Fügen, 4 Minuten Abkühlen
Fügen und Kühlen
Nehmen Sie nach dem Erhitzen beide Komponenten aus dem Werkzeug und führen Sie das Rohr sofort mit einer gleichmäßigen Bewegung in die Kupplungsmuffe ein, bis die markierte Einstecktiefe erreicht ist. Halten Sie das Gelenk fest in Position, ohne es zu verdrehen oder anzupassen – jede Bewegung während der ersten Abkühlphase beeinträchtigt die Integrität des Gelenks. Um den Verbindungsumfang herum sollte sich eine kleine Perle aus geschmolzenem Material bilden, was auf eine ordnungsgemäße Verschmelzung hinweist. Halten Sie das Gelenk während der gesamten Abkühlphase in einer festen Position, bevor Sie es belasten oder bewegen. Gelenke, die vor ausreichender Abkühlung beansprucht werden, zeigen sich Ausfallraten bis zu 40 % höher als ordnungsgemäß gekühlte Anschlüsse.
Qualitätsüberprüfung
Überprüfen Sie die fertigen Verbindungen auf gleichmäßige Schweißnähte über den gesamten Umfang, was auf eine gleichmäßige Erwärmung und Einfügung hinweist. Das Rohr sollte bis zur markierten Tiefe lückenlos an der Kupplungsschulter eingeschoben werden. Überprüfen Sie die Ausrichtung – die Rohre sollten in einer geraden Linie durch die Kupplung verlaufen, ohne sichtbare Winkel oder Versätze. Bei ordnungsgemäß ausgeführten Verbindungen treten keine Weißbrüche, Verformungen oder unvollständige Schweißstellen auf. Professionelle Installateure warten Fehlerraten unter 1 %, wenn die richtigen Verfahren befolgt werden .
Technische Spezifikationen und Leistungsstandards
PPR-Kupplungen müssen strenge technische Anforderungen erfüllen, um die Zuverlässigkeit und Sicherheit des Systems zu gewährleisten:
Anforderungen an die Maßgenauigkeit
Die Innendurchmesser der Buchsen müssen präzise Toleranzen einhalten, um eine ordnungsgemäße Verschmelzung ohne Lücken oder übermäßige Materialverdrängung zu gewährleisten. Herstellungsstandards legen Toleranzen von fest ±0,2 mm für Rohre bis 63 mm Durchmesser und ±0,3 mm für größere Größen . Die Wandstärke am Kupplungskörper muss mindestens der Rohrwandstärke entsprechen, um Schwachstellen im System zu vermeiden. Die Muffentiefe muss einen ausreichenden Schweißbereich bieten und gleichzeitig eine angemessene Kopplungslänge für eine praktische Installation beibehalten.
Druck- und Temperaturleistung
PPR-Kupplungen haben die gleiche Druckklassifizierung wie die Rohre, die sie verbinden. Eine PN20-Kupplung mit PN20-Rohr bleibt erhalten 2,0 MPa Arbeitsdruck bei 20 °C und 1,0 MPa bei 70 °C . Das Verbindungsmaterial muss identische Wärmeausdehnungseigenschaften wie das Rohr mit einem Koeffizienten von 0,15 mm/m·K aufweisen, um sicherzustellen, dass sich die thermische Spannung nicht an den Verbindungsstellen konzentriert. Ordnungsgemäß installierte Kupplungsverbindungen halten Druckprüfungen bis zum 1,5-fachen des Nennbetriebsdrucks ohne Leckage oder Verformung stand.
Materialqualitätsstandards
Qualitätskupplungen verwenden zufälliges Copolymermaterial vom Typ 3 (PPR), das den ISO 15874-Spezifikationen entspricht. Das Material muss eine Mindestzugfestigkeit von 25 MPa aufweisen und bei niedrigen Temperaturen flexibel bleiben, ohne dass es zu sprödem Versagen kommt. Die Herstellung von Neumaterial sorgt für gleichbleibende Eigenschaften, während der Recyclinganteil zu Abweichungen führen kann, die die Leistung beeinträchtigen. Seriöse Hersteller kennzeichnen jede Kupplung mit Größe, Druckstufe, Produktionsdatum und Informationen zur Standardkonformität. Das Fehlen klarer Markierungen deutet darauf hin minderwertige Produkte mit drei- bis fünfmal höheren Ausfallraten als zertifizierte Komponenten.
Überprüfung der Chemikalienbeständigkeit
PPR-Kupplungen müssen einer Zersetzung durch chloriertes Wasser, pH-Schwankungen und Temperaturschwankungen standhalten. Testprotokolle setzen Kupplungen beschleunigten Alterungsbedingungen aus, einschließlich einer kontinuierlichen Einwirkung von Wasser bei 95 °C für 1000 Stunden, gefolgt von Drucktests, um die Beibehaltung der mechanischen Eigenschaften zu überprüfen. Qualitätskomponenten zeigen weniger als 10 % Festigkeitsreduzierung nach beschleunigter Alterung entsprechend 50 Betriebsjahren.
Häufige Installationsfehler und Vorbeugung
Das Verständnis häufiger Installationsfehler hilft, Systemausfälle und kostspielige Reparaturen zu vermeiden:
Unzureichende oder übermäßige Erwärmung
Eine unzureichende Erhitzungszeit verhindert eine ordnungsgemäße molekulare Fusion und führt zu schwachen Verbindungen, die sofort undicht werden können oder mit der Zeit langsame Undichtigkeiten entwickeln können. Umgekehrt verschlechtert übermäßiges Erhitzen die Polymerstruktur, verringert die Festigkeit und erzeugt übergroße Schmelzperlen, die den Fluss teilweise behindern. Das zeigen Feldstudien Zeitabweichungen von mehr als ±2 Sekunden von den Spezifikationen erhöhen das Ausfallrisiko um 60 % . Verwenden Sie Zeitschaltuhren oder befolgen Sie standardisierte Heizpläne, um die Konsistenz über alle Verbindungen hinweg aufrechtzuerhalten.
Kontaminierte Fusionsoberflächen
Schmutz, Feuchtigkeit, Öl oder Oxidation an Rohrenden oder Kupplungsmuffen beeinträchtigen die molekulare Bindung. Schon geringe Verschmutzungsmengen erzeugen Schwachstellen, die Stress konzentrieren. Entfernen Sie die äußere Schicht mit einem Rasierwerkzeug von den Rohrenden und reinigen Sie die Kupplungsmuffen vor dem Schweißen mit Isopropylalkohol. Das Tragen von Handschuhen verhindert, dass Hautöle Oberflächen verunreinigen. Kontaminationsbedingte Ausfälle äußern sich typischerweise als: Lochlecks treten 6–18 Monate nach der Installation auf wenn thermische Zyklen die beschädigte Verbindung belasten.
Unvollständige Einführtiefe
Wenn die Rohre nicht vollständig bis zur Muffenschulter eingeführt werden, verringert sich die Fusionsfläche und es entstehen Spannungskonzentrationspunkte. Markieren Sie vor dem Erhitzen deutlich die korrekte Einstecktiefe an den Rohrenden und überprüfen Sie unmittelbar nach dem Zusammenfügen die vollständige Einfügung, während das Material sichtbar bleibt. Eine unvollständige Einfügung reduziert die Festigkeit der Verbindung um bis zu 50 % und erhöht die Ausfallwahrscheinlichkeit bei Druckstößen oder Wasserschlägen deutlich.
Bewegung beim Abkühlen
Das Drehen, Biegen oder Belasten der Gelenke vor ausreichender Abkühlung verhindert die ordnungsgemäße Kristallisation der Schmelzzone. Selbst geringfügige Bewegungen beeinträchtigen die Bindungsintegrität. Stützen Sie die Rohre während der Abkühlperioden ausreichend ab und planen Sie die Installationsreihenfolge, um Arbeiten in der Nähe kürzlich fertiggestellter Verbindungen zu vermeiden. Temperaturabhängige Kühlzeiten müssen in kalten Umgebungen verlängert werden – Installationen unter 5 °C Umgebungstemperatur erfordern 50 % längere Kühlzeiten um eine gleichwertige Festigkeit zu erreichen.
Nicht übereinstimmende Komponenten
Durch die Kombination von Kupplungen und Rohren unterschiedlicher Druckstufen entstehen Systemschwachstellen. Eine PN16-Kupplung in einem PN20-System kann den vollen Systemdruck nicht sicher bewältigen. Ebenso verhindert die Verwendung von über- oder unterdimensionierten Kupplungen eine ordnungsgemäße Verschmelzung oder führt zu übermäßiger Belastung. Überprüfen Sie vor der Installation die Kompatibilität der Komponenten und stellen Sie sicher, dass alle Elemente die gleiche Druckklassifizierung und den gleichen Nenndurchmesser haben.
Auswahlkriterien für verschiedene Anwendungen
Die Auswahl geeigneter PPR-Kupplungen hängt von den spezifischen Systemanforderungen und Installationsbedingungen ab:
Warm- und Kaltwassersysteme für Privathaushalte
Standardinstallationen in Wohngebäuden verwenden typischerweise PN20-Kupplungen sowohl für die Warm- als auch für die Kaltwasserverteilung. Diese bieten einen ausreichenden Sicherheitsspielraum für typische kommunale Wasserdrücke von 0,3–0,6 MPa und halten gleichzeitig gelegentliche Druckstöße auf. Warmwassersysteme, die bei 60–70 °C betrieben werden, profitieren von PN20 Druckstufe 1,0 MPa bei 70 °C , was eine langfristige Zuverlässigkeit gewährleistet. Nur für Kaltwasserleitungen bieten PN16-Kupplungen Kosteneinsparungen ohne Einbußen bei der Sicherheit.
Anwendungen für Fußbodenheizungen
Fußbodenheizungssysteme erfordern aufgrund der kontinuierlichen Rohrverläufe weniger Kupplungen, Verbindungen an Verteilern und Geräteschnittstellen bleiben jedoch von entscheidender Bedeutung. Wählen Sie Kupplungen mit Sauerstoffbarriereeigenschaften, die der Rohrspezifikation entsprechen, um Systemkorrosion zu verhindern. Betriebstemperaturen von 40–55 °C ermöglichen in den meisten Fällen den Einsatz von PN16-Kupplungen, PN20 bietet jedoch zusätzlichen Sicherheitsspielraum. Schraubkupplungen erleichtern den Anschluss an Verteiler und Kesselanlagen.
Kommerzielle und Hochdrucksysteme
In mehrstöckigen Gebäuden oder Systemen mit Druckerhöhungspumpen können Drücke von mehr als 1,0 MPa auftreten, weshalb Kupplungen der Klasse PN25 erforderlich sind 2,5 MPa bei 20°C . Auch industrielle Anwendungen mit Warmwasserzirkulation bei 80–90 °C profitieren von der höheren Temperatur-Derating-Kapazität des PN25. Die erhöhte Wandstärke der PN25-Komponenten führt zu minimalen Kosten und bietet gleichzeitig eine erhebliche Drucksicherheitsmarge.
Außen- und freiliegende Installationen
Kupplungen im Freien erfordern UV-beständige Formulierungen, um eine Verschlechterung durch Sonneneinstrahlung zu verhindern. Standard-PPR für den Innenbereich vergilbt und wird nach längerer UV-Einwirkung spröde, wobei der Festigkeitsverlust danach deutlich zunimmt 6-12 Monate direkte Sonneneinstrahlung . UV-stabilisierte Kupplungen enthalten Ruß oder UV-Inhibitoren und behalten ihre Eigenschaften unter Außenbedingungen 10 Jahre lang bei. Für unterirdische Installationen sind Standardkupplungen ausreichend, da der Boden einen UV-Schutz bietet.
| Anwendungstyp | Empfohlene Bewertung | Betriebsbedingungen | Besondere Überlegungen |
|---|---|---|---|
| Kaltes Wohnwasser | PN16 | 20 °C, 0,3–0,6 MPa | Kostengünstige Wahl |
| Warmwasser für Privathaushalte | PN20 | 60–70 °C, 0,4–0,8 MPa | Standardempfehlung |
| Fußbodenheizung | PN16-PN20 | 40–55 °C, 0,3–0,5 MPa | Sauerstoffbarriere erforderlich |
| Kommerzieller Hochdruck | PN25 | Variable Temperatur, >1,0 MPa | Maximaler Sicherheitsspielraum |
| Im Freien ausgesetzt | PN16-PN20 | Variabel, UV-Belichtung | UV-stabilisierte Formel |
Qualitätsbewertung und Produktverifizierung
Die Unterscheidung hochwertiger PPR-Kupplungen von minderwertigen Produkten schützt die Systemintegrität und verhindert vorzeitige Ausfälle:
Visuelle Inspektionskriterien
Überprüfen Sie die Kupplungsoberflächen auf Glätte und Gleichmäßigkeit. Hochwertige Kupplungen weisen durchgehend eine gleichmäßige Farbe ohne Streifen, Flecken oder Verfärbungen auf. Das Innere der Steckdosen sollte sauber und glatt sein, ohne raue Stellen oder sichtbare Verunreinigungen. Die Wandstärke muss über den gesamten Umfang gleichmäßig sein – Abweichungen sind möglich 0,3 mm weisen auf eine mangelhafte Herstellungskontrolle hin . Achten Sie auf vollständige, lesbare Markierungen, einschließlich Herstelleridentifikation, Größe, Druckstufe und Produktionsdatum.
Methoden zur Materialüberprüfung
Echtes PPR-Material weist spezifische physikalische Eigenschaften auf. Das Material sollte sich dicht und massiv anfühlen und nicht hohl oder leicht. Beim Biegen sollte eine Kupplung elastisch sein, ohne dass es zu Rissen oder bleibenden Verformungen kommt. Hochwertiges PPR nimmt nach dem Biegen wieder seine ursprüngliche Form an, während minderwertige Materialien Weißbruch zeigen oder verformt bleiben können. Die Prüfung der Oberflächenhärte mit einem Durometer sollte Werte von ergeben 60–70 Shore D für authentisches PPR , während weichere Materialien auf Recyclinganteil oder minderwertige Polymere hinweisen.
Zertifizierung und Einhaltung von Standards
Renommierte Hersteller stellen Dokumentationen über Tests und Zertifizierungen durch Dritte zur Verfügung. Achten Sie auf die Einhaltung von ISO 15874, EN 15874 oder gleichwertigen nationalen Standards. Zertifizierungen von anerkannten Stellen wie NSF, DVGW oder WRAS weisen darauf hin, dass die Produkte strengen Sicherheits- und Leistungstests unterzogen wurden. Fordern Sie Testberichte mit Ergebnissen zur Druckbeständigkeit, Temperaturwechselbeständigkeit und Chemikalienbeständigkeit an. Produkte ohne ordnungsgemäße Zertifizierung oder Dokumentation sollten ungeachtet der Preisvorteile gemieden werden Nicht zertifizierte Armaturen weisen eine um 400–500 % höhere Ausfallrate auf als zertifizierte Komponenten.
Verpackungs- und Lagerbewertung
Qualitätshersteller verpacken Kupplungen in versiegelten Beuteln oder Kartons, die während der Lagerung vor Verunreinigungen und UV-Strahlung schützen. Einzelverpackungen oder organisierte Großverpackungen weisen darauf hin, dass der Qualitätskontrolle Beachtung geschenkt wird. Bei losen, unverpackten Armaturen kann es während der Handhabung zu Schmutzansammlungen oder Beschädigungen gekommen sein. Überprüfen Sie die Lagerbedingungen – PPR-Kupplungen, die direktem Sonnenlicht oder extremen Temperaturen ausgesetzt sind, können sich vor der Installation verschlechtert haben. Produkte, die ordnungsgemäß in klimatisierten Lagerhäusern gelagert werden, behalten ihre vollständigen Spezifikationen auf unbestimmte Zeit bei.
Kostenüberlegungen und wirtschaftliche Analyse
Das Verständnis der PPR-Kopplungskosten hilft, Projektbudgets zu optimieren und gleichzeitig Qualitätsstandards aufrechtzuerhalten:
Materialpreisstruktur
Standard-Steckdosenkupplungen verursachen relativ geringe Kosten in Bezug auf die Gesamtsystemkosten. Typische Preise liegen zwischen 0,50–1,50 $ für 20-mm-Kupplungen und 3,00–8,00 $ für 50-mm-Kupplungen , je nach Druckstufe und Hersteller unterschiedlich. Reduzierkupplungen kosten aufgrund der höheren Material- und Herstellungskomplexität etwa 30–50 % mehr als Standardkupplungen. Gewindekupplungen mit Messingeinsätzen erzielen aufgrund der Metallkomponenten- und Montageanforderungen Premiumpreise, die das 3- bis 5-fache der Standardkupplungskosten betragen.
Installationsarbeitsökonomie
Während die Kosten für Kupplungsmaterial gering sind, stellt der Installationsaufwand den größeren Kostenfaktor dar. Erfahrene Installateure fertigen Kupplungsverbindungen im Tempo von 15–25 Verbindungen pro Stunde, je nach Rohrgröße und Zugänglichkeit . Diese Effizienz führt zu Arbeitskosten von etwa 2 bis 5 US-Dollar pro Gelenk für Arbeiten im Wohnbereich. Die Minimierung der Anzahl der Verbindungen durch sorgfältiges Systemdesign reduziert sowohl die Material- als auch die Arbeitskosten. Die Verwendung von Reduzierkupplungen anstelle separater Reduzierstücke und zusätzlicher Verbindungen spart etwa 8 bis 12 US-Dollar pro Übergangspunkt, wenn man den Arbeitsaufwand einschließt.
Vergleich der Lebenszykluskosten
Qualitativ hochwertige PPR-Kupplungen sind bei korrekter Installation wartungsfrei und bieten eine Lebensdauer von 50 Jahren. Durch diese Langlebigkeit entfallen Ersatzkosten, die sich auf mechanische Verbindungen, Klemmverschraubungen oder Lötverbindungen auswirken. Die dauerhafte Natur des Schmelzschweißens verhindert Lecks, die Wasserschäden verursachen – die teuerste Folge von Sanitärausfällen. Das zeigen Statistiken der Versicherungsbranche Bei ordnungsgemäß installierten PPR-Systemen sind die Leckraten um 85 % geringer als Metallgewindesysteme über einen Zeitraum von 20 Jahren, was zu erheblichen Einsparungen bei den Reparaturkosten und der Vermeidung von Wasserschäden führt.

Kompromisse zwischen Qualität und Preis
Premium-Kupplungen etablierter Hersteller kosten 20–40 % mehr als Economy-Marken, bieten aber eine deutlich höhere Zuverlässigkeit. Der inkrementelle Kostenunterschied beträgt für ein gesamtes Wohnsystem lediglich 50 bis 150 US-Dollar, der Leistungsunterschied kann jedoch erheblich sein. Bei kostengünstigen Kupplungen werden häufig recycelte Materialien verwendet, die Qualitätskontrolle ist unzureichend oder die Abmessungen sind minderwertig, was die Integrität der Verbindung beeinträchtigt. Das berichten professionelle Installateure Garantierückrufe für Premiumprodukte liegen unter 0,1 % im Vergleich zu 2–5 % bei Economy-Marken, was zeigt, dass bescheidene zusätzliche Investitionen zu erheblichen Zuverlässigkeitsverbesserungen führen.
Lösungen zur Fehlerbehebung und Reparatur
Um kopplungsbezogene Probleme anzugehen, müssen Sie häufige Fehlermodi und geeignete Behebungstechniken verstehen:
Identifizieren fehlerhafter Verbindungen
Ausfälle von Kupplungsgelenken äußern sich typischerweise eher durch langsames Tropfen oder Nässen als durch katastrophale Brüche. Verdächtige Verbindungen weisen Feuchtigkeitsansammlungen, Wasserflecken oder Mineralablagerungen an der Verbindungsstelle auf. Während der Druckprüfung weisen fehlerhafte Verbindungen Druckabfälle oder sichtbare Wassereinbrüche auf. Eine unvollständige Verschmelzung zeigt sich häufig in Form von Lücken zwischen Rohrende und Kupplungsschulter oder asymmetrischen Schweißwulsten um den Verbindungsumfang. Spannungsweiße Bereiche in der Nähe von Gelenken weisen auf eine Überlastung oder Bewegung während der Abkühlung hin.
Reparaturverfahren
Ausgefallene Kupplungsverbindungen können nicht vor Ort repariert werden – ein vollständiger Ausbau und Austausch ist erforderlich. Schneiden Sie die defekte Kupplung und auf jeder Seite ein kurzes Rohrstück aus. Achten Sie dabei auf Schnitte von mind 100 mm von den alten Fusionszonen entfernt um hitzebeeinflusstes Material zu vermeiden. Zur erneuten Verbindung des Systems verwenden Sie eine Reparaturkupplung oder zwei Standardkupplungen mit Zwischenrohrstück. Wenn der Platz begrenzt ist und eine Rohrdrehung nicht möglich ist, ermöglichen Reparaturkupplungen mit verlängerten Muffen oder verschiebbaren Ausführungen den Anschluss an feste Rohre. Sorgen Sie für eine ausreichende Abkühlzeit, bevor Sie reparierte Abschnitte unter Druck setzen.
Vorbeugende Inspektionsprotokolle
Führen Sie bei kritischen Installationen oder vor dem Verstecken von Rohren in Wänden oder Böden gründliche Sichtprüfungen aller Verbindungsstellen durch. Überprüfen Sie gleichmäßige Schweißraupen, die richtige Einführtiefe und Ausrichtung. Testen Sie das gesamte System mindestens 1 Stunde lang mit dem 1,5-fachen Arbeitsdruck und achten Sie dabei auf etwaigen Druckabfall. Die Langzeitüberwachung sollte eine regelmäßige Inspektion zugänglicher Verbindungen umfassen, insbesondere in Bereichen, die Vibrationen, Temperaturschwankungen oder mechanischer Belastung ausgesetzt sind. Die frühzeitige Erkennung von nässenden Fugen ermöglicht eine Reparatur, bevor ein erheblicher Wasserschaden entsteht.